ਤਾਰ ਜਾਲਘੱਟ ਕਾਰਬਨ ਤਾਰ ਦੀ ਆਮ ਚੋਣ ਦਾ ਉਤਪਾਦਨ, ਜੁਰਮਾਨਾ ਅਤੇ ਸਹੀ ਸਰਗਰਮ ਿਲਵਿੰਗ ਸਾਜ਼ੋ-ਸਾਮਾਨ ਨੂੰ ਕਾਰਵਾਈ ਕਰਨ ਦੇ ਬਾਅਦ, galvanized ਕਾਰਜ ਸਤਹ ਇਲਾਜ ਦੀ ਚੋਣ.ਉਤਪਾਦ ਦੇ ਮੁਕੰਮਲ ਹੋਣ ਦੇ ਬਾਅਦ, ਸ਼ੁੱਧ ਸਤਹ ਨਿਰਵਿਘਨ ਅਤੇ ਨਿਯਮਤ, ਚੰਗੀ ਇਕਸਾਰਤਾ, ਮਜ਼ਬੂਤ ਅਤੇ ਇਕਸਾਰ ਹੈ, ਭਾਵੇਂ ਚੋਣ ਜਾਂ ਦਬਾਅ ਦਾ ਹਿੱਸਾ ਢਿੱਲੇ ਵਰਤਾਰੇ ਨੂੰ ਦਿਖਾਈ ਨਹੀਂ ਦੇਵੇਗਾ.
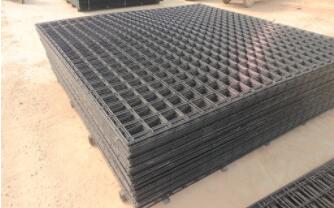
ਤਾਰ ਜਾਲਉੱਚ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਦੇ ਨਾਲ ਲੋਹੇ ਦੀ ਸਕਰੀਨ ਹੈ, ਇਹ ਵੀ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੀ ਜਾਂਦੀ ਨੈੱਟ ਕਲਾਸ ਦੇ ਲੋਹੇ ਦੇ ਜਾਲ ਵਰਗ ਵਿੱਚੋਂ ਇੱਕ ਹੈ, ਪ੍ਰਜਨਨ ਉਦਯੋਗ, ਨਿਰਮਾਣ ਉਦਯੋਗ ਅਤੇ ਹੋਰ ਪਹਿਲੂਆਂ ਵਿੱਚ ਇਸਦਾ ਕੁਸ਼ਲ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਕਾਰਜ ਬਹੁਤ ਪਸੰਦ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.ਇਸਦੀ ਨਿਰਵਿਘਨ ਅਤੇ ਸਾਫ਼-ਸੁਥਰੀ ਸਤਹ, ਨਾ ਸਿਰਫ਼ ਉਹਨਾਂ ਦੀ ਸੁਹਜ ਭਾਵਨਾ ਨੂੰ ਵਧਾਉਂਦੀ ਹੈ, ਸਗੋਂ ਇੱਕ ਖਾਸ ਸਜਾਵਟ ਪ੍ਰਭਾਵ ਵੀ ਨਿਭਾ ਸਕਦੀ ਹੈ.
ਤਾਰ ਜਾਲ ਵੀ ਮਾਈਨਿੰਗ ਉਦਯੋਗ ਵਿੱਚ ਵੀ, ਇੱਕ ਉੱਚ ਪ੍ਰਤੀਬਿੰਬ ਹੈ, ਕਿਉਕਿ ਸਮੱਗਰੀ ਨੂੰ ਕੀ ਕਰਨ ਲਈ ਘੱਟ-ਕਾਰਬਨ ਸਮੱਗਰੀ ਦੀ ਚੋਣ ਹੈ, ਜੋ ਕਿ ਇਸ ਲਈ ਇਸ ਨੂੰ ਇੱਕ ਆਮ ਲੋਹੇ ਦਾ ਜਾਲ ਕਲਾਸ ਲਚਕਤਾ ਹੈ, ਨਾ ਹੈ, ਸਿੱਟਾ ਕੱਢਿਆ ਹੈ, ਜੋ ਕਿ ਵਰਤਣ ਵਿੱਚ ਇਸ ਦੇ plasticity, ਅਤੇ ਫਿਰ ਹੋ ਸਕਦਾ ਹੈ. ਹਾਰਡਵੇਅਰ ਕਰਾਫਟਸ ਡੂੰਘੀ ਪ੍ਰੋਸੈਸਿੰਗ ਉਤਪਾਦਨ ਵਿੱਚ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਜਿਵੇਂ ਕਿ ਕੰਧ ਪਲਾਸਟਰਿੰਗ, ਲੀਕ ਰੋਕਥਾਮ ਦਰਾੜ ਅਤੇ ਇਸ ਤਰ੍ਹਾਂ ਦੇ ਹੋਰ.ਇਸਦਾ ਹਲਕਾ ਸ਼ੁੱਧ ਸਰੀਰ, ਘੱਟ ਲਾਗਤ, ਵਧੇਰੇ ਗਾਹਕਾਂ ਨੂੰ ਇਸਦੇ ਆਰਥਿਕ ਲਾਭਾਂ ਦਾ ਅਨੁਭਵ ਕਰਨ ਦੇ ਸਕਦੇ ਹਨ।

ਵਿੱਚ ਕਾਲੇ ਧੱਬੇ ਹੋਣ ਦਾ ਕਾਰਨਤਾਰ ਜਾਲ ਿਲਵਿੰਗਇਹ ਹੈ ਕਿ ਵਾਇਰ ਫੀਡਿੰਗ ਦੀ ਕਿਰਿਆ ਨੂੰ ਪਿਘਲਣ ਦੇ ਸਮੇਂ ਵਿੱਚ ਸਮੇਂ ਸਿਰ ਭਰਿਆ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ, ਅਤੇ ਵਿਕਾਸ ਉਚਿਤ ਹੋਣਾ ਚਾਹੀਦਾ ਹੈ।ਆਰਗਨ ਗੈਸ ਦਾ ਨਾ ਹੋਣਾ, ਲੰਬਾ ਜਲਣ, ਵੱਡਾ ਕਰੰਟ, ਲੰਬੀ ਦੂਰੀ, ਧੁੰਦਲੀ ਟੰਗਸਟਨ ਸੂਈ ਅਤੇ ਉੱਚ ਪਿਘਲੇ ਹੋਏ ਪੂਲ ਦਾ ਤਾਪਮਾਨ ਕਾਲੇ ਹੋਣ ਦੇ ਬੁਨਿਆਦੀ ਕਾਰਨ ਹਨ।ਲਗਾਤਾਰ ਬਰਨਿੰਗ, ਸਰਗਰਮ ਿਲਵਿੰਗ ਮਸ਼ੀਨ ਊਰਜਾ ਚੋਣ ਬਾਰੇ ਹੈ, ਮਸ਼ੀਨ ਿਲਵਿੰਗ ਕਾਲੇ ਚਟਾਕ ਦਿਖਾਈ ਦੇਵੇਗਾ.
ਤਾਰ ਜਾਲ ਕਾਲੇ ਚਟਾਕ ਦਿਖਾਈ ਦੇਣ ਤੋਂ ਬਾਅਦ, ਤੁਸੀਂ ਇਸ ਸਮੱਸਿਆ ਨਾਲ ਨਜਿੱਠਣ ਲਈ ਇਲਾਜ ਦੀ ਦਿੱਖ ਦੀ ਚੋਣ ਕਰ ਸਕਦੇ ਹੋ, ਜਿਵੇਂ ਕਿ ਗਲਵੇਨਾਈਜ਼ਡ, ਪੇਂਟ, ਡਿੱਪ ਪਲਾਸਟਿਕ ਨਾਲ ਨਜਿੱਠਣ ਲਈ, ਵੈਲਡਿੰਗ ਜਾਲ ਦੀ ਸਤਹ ਨਿਰਵਿਘਨ ਅਤੇ ਚਮਕਦਾਰ, ਸੁੰਦਰ ਅਤੇ ਉਦਾਰ ਹੋਣ ਤੋਂ ਬਾਅਦ.
ਪੋਸਟ ਟਾਈਮ: 22-10-21